

Autodesk刚刚发布了一个非常有趣的的创新专利—他们的多颜色、多喷嘴的FDM/FFF 3D打印方法。这个专利是在去年9月份申请的。尽管我们已经看到过很多创业公司想出了各种线材混合打印的方法。但是Autodesk的这一“材料分配系统”非常全面,其中包含了多种方法和技术。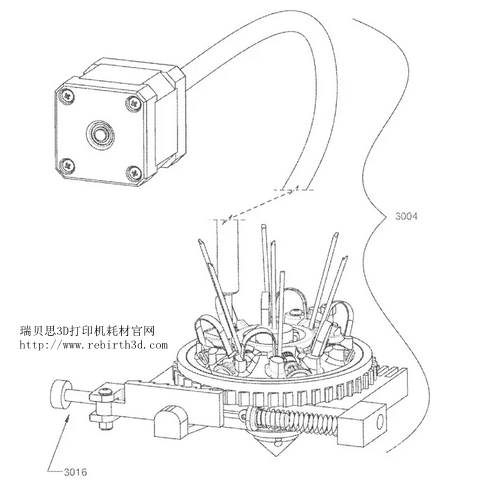
首先是用在一台FDM/FFF机器上的单个热端混合多种线材,最多可达到7种不同的线材。您可能会认为这种工艺非常昂贵,并且会降低机器的运行速度,因为需要7个电机分别喂送每一种线材,而且它们总体的重量也不低。但是欧特克想出了多种方法来克服这些问题。
第一种方法是把每部电机都固定在3d打印机的框架上,然后将线材送到单个热端再混合。不过这种方法只能解决重量问题,依然需要多个马达将不同线材分别送入。第二种方法就相当巧妙,他们用一部电机来驱动所有7根线材。之所以能够做到这一点,是因为他们发明了一种新装置,正如下图片中显示的那样。该方法利用打印机的自然运动来改变挤出机中的线材,只需一部电机就能将7根线材送到热端。(如下图所示)
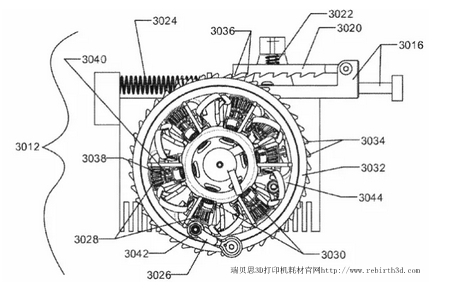
如上图所示,他们在下文中描述了这种切换选定线材的方法:
“当选择臂3016被推向一侧,它会带动棘轮臂3020和旋转选择器环3032。当选择器环3032转动时,凸轮臂3026和滚轮3042也随之转动。辊3042转动啮合锥齿轮3028,令后者与传动齿轮3046脱离,辊3042然后滚动到下一个伞齿轮3028上,令它被径向向内推动,从而与传递齿轮3046啮合。因此,当马达3006转动时就会令相关联的线材3036被驱动。当选择器臂3016上的力消失后,它会被弹簧3024弹回到其标称位置,棘轮臂3020也相应地向后移动滑过倾斜齿3034。该选择动作可以在同一方向上无限期重复,不需要进行反向动作来选择任何特定的线材。”
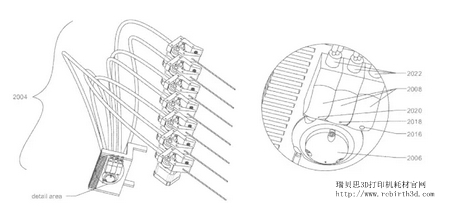
这种方法也可以改变喷嘴的尺寸,使得用户可以在一次打印中实现出不同厚度的打印层。发明人详细介绍了相应的喷嘴系统,如下图所示,它会挤出混合线材(显示为2006),或在通过各种尺寸的喷嘴(显示为2016、2018和2020)挤出单色线材。例如,用户可以通过喷嘴(2006)打印一种彩色混合物,然后当他需要打印较厚的填充材料而且无需限定任何颜色时,就可以将3D打印机切换到较大的喷嘴(2016),以更快的速率打印填充。随后,如果在同一项目中需要以特定颜色3D打印一个很薄的层时,打印机又会将其切换到喷嘴(2020)。该系统如下图所示:
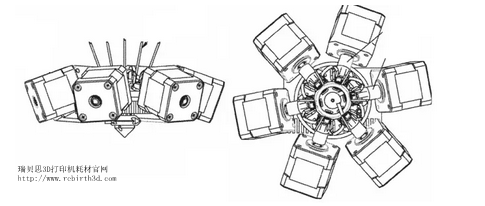
发明人还描述了其它一些将多条线材送入单个热端的方法,所有这些都可以用在不同的FDM机器中。下图仅仅是其中的一种,实际上就是将6个电机与一个热端连在一起。
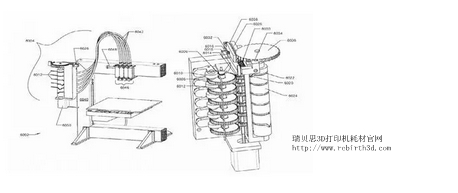
另一种很有前景的方法是堆叠式可选择多材料驱动系统,该系统会通过导管到将每根线材喂送至独立分配的喷嘴。这种机制的描述如下:
“该系统通过向上推动一个推杆对应的选择器臂来实现线材的选择。扇区臂移动其它部件来改变即要送入的线材。选择器臂只会向同一个方向上推,而且可以推送任意次数,在一个方向和可被推任意次数为依次循环索引通过所有长丝”。
很明显,在过去两年里,Autodesk花费了大量时间和精力,明确了该如何改进当前的FDM技术使得其能够实现更多细节、更为复杂的打印。有趣的是,这些专利的申请时间与该公司开发Ember SLA 3D打印机的时间一致,这似乎表明Autodesk仍然对FDM/FFF技术保有兴趣。
